Our factory and products are certified across organisation
Our Quality Home / Our Quality
our quality






OUR COMMITMENT
Production Facility with 100,000 Class Clean Room
Our manufacturing plant is equipped with a 100,000 class clean room, we produce products requiring high hygiene standards in this temperature controlled/humidity controlled environment. The clean room helps to ascertain the cleanliness and stability of the products we produce. The GMPC system comprises of both equipment and management controls, both of which are periodically audited by an independent third party company to ensure compliance to the ever changing requirements mandated under both governmental and industry regulating bodies.




Water Treatment System
In order to ensure our water based products are produced with water free from unwanted elements, we have installed a 5 stage water treatment system insider our GMP workshop. Tap water from local water authority will be processed through sand filtration / activated carbon filtration / water softening / reverse osmosis / UV sterilization before being stored in our water storage tank which is equipped with water submersible UV lights and 24 hour circulation system.

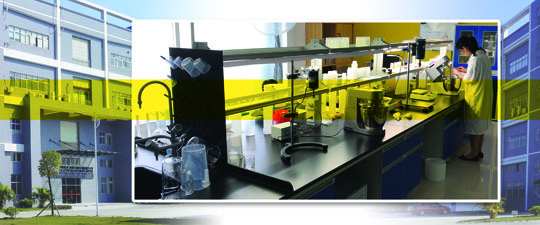
Stringent Quality Assurance in a Controlled Environment
All personnel within the cleanroom must wear appropriate gowns/gear to prevent bringing in contamination from the non-controlled environment. All materials entering into the clean room also undergo sterilization to prevent contamination.





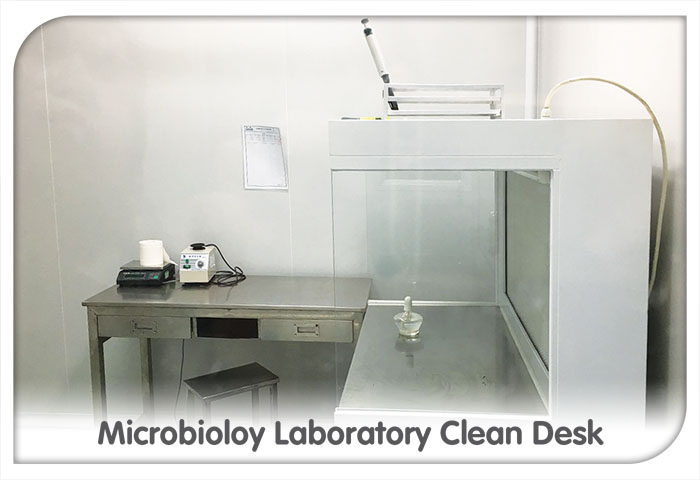
ON-SITE MICROBIOLOGY LABORATORY
Constant Monitoring to Ensure Top Notch Quality
We have our own on-site microbiology laboratory which allows us to constantly monitor the hygiene levels of our products and our raw materials. Staffed with competent team members, this is a critical component of our overall QA program.